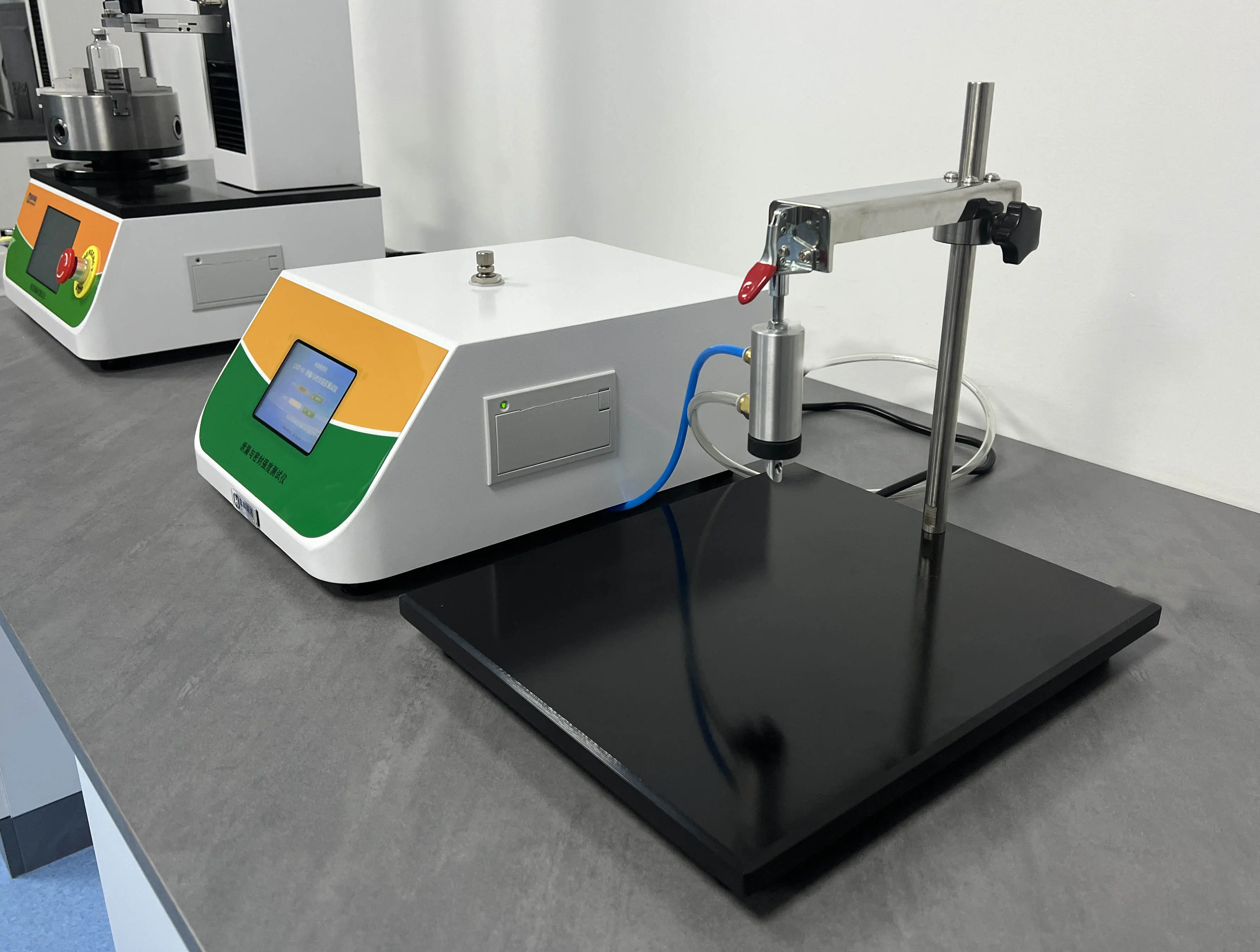










This machine adopts 6 sets of 1080P high-definition industrial cameras paired with diffuse reflection explosion-proof LED light sources, realizing all-angle dead-corner-free detection of packaging. It supports accurate recognition of more than 15 types of defects such as package damage, seal leakage, printing misalignment and stain residue, with a detection speed of up to 800 pieces per minute and a defect rejection accuracy rate of 99%. It is equipped with a Linux embedded industrial operating system with stable operation and anti-interference performance, supports docking with automated conveyor lines of food production lines, and is equipped with an intelligent sorting mechanism that automatically sorts unqualified packages to the recycling area. It has a tooling adaptation function for one-click switching of packaging specifications, no complex debugging required to adapt to food packages of different sizes, meeting the food industry's hygiene and safety requirements.
The overall dimension of the equipment is 2200x1500x1800mm, with a total weight of 320kg. The power supply parameter is AC380V 50Hz, and the power consumption is about 3.5kW. The maximum detection area supports 300x200x150mm packaging pieces, with a camera focal length adjustment range of 50-200mm, and the light source brightness adjustment range is 0-100%. It is equipped with a 12-inch industrial touch operation screen, supports Ethernet and RS485 data transmission interfaces, reaches the ingress protection rating of IP65, complies with dust and water proof hygiene standards of food production workshops, and supports seamless docking with existing food packaging production lines.
It is mainly used in the packaging appearance detection link of bottled beverages, boxed snacks and soft-packaged foods, suitable for scenarios such as food processing plants, beverage filling plants and snack packaging factories. It can be connected to automated packaging production lines to realize unmanned quality detection, replacing manual visual inspection, reducing labor costs, improving the consistency and efficiency of packaging detection, and meeting the quality compliance requirements of the food industry.




















 Post RFQ
Post RFQ



 Chat
Chat






 ALL CATEGORIES
ALL CATEGORIES