
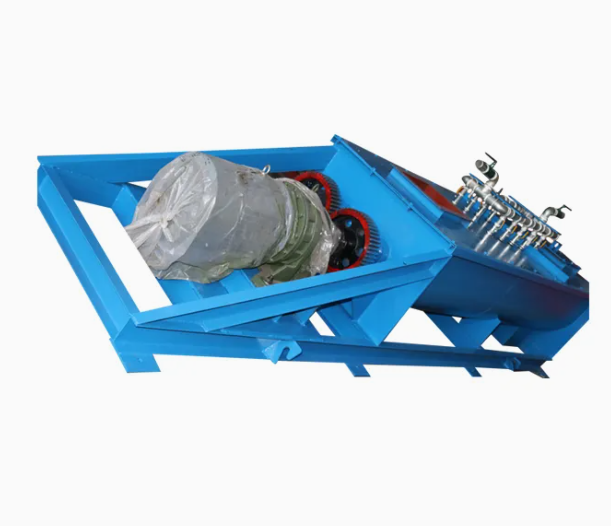




This twin-shaft dust humidifier features a reinforced double-shaft stirring structure, with wear-resistant cast iron mixing paddles that can withstand long-term abrasion from high-hardness dust materials. The dual-seal design combines packing sealing and labyrinth sealing to avoid water leakage and dust overflow, ensuring a clean production environment. The built-in PLC automatic control system can adjust the water supply flow in real-time according to the actual dust humidity and processing capacity, solving common pain points of traditional humidifiers such as uneven humidification, material blockage and frequent maintenance. Its modular structure also reduces later maintenance costs and improves equipment service life.
The main body of the equipment is made of Q235 carbon steel with a thickness of 8mm, ensuring excellent structural strength and corrosion resistance. The overall dimensions are 3200*1200*1800mm, with a net weight of 3.6 tons, which is suitable for fixed industrial site installation. The main motor power is 15kW, with a protection grade of IP54, suitable for most outdoor and indoor industrial environments. The water supply system is equipped with 6 evenly distributed spray nozzles, which can achieve uniform water distribution and avoid local over-wetting or under-wetting of materials. The control system supports remote monitoring and data uploading, and can be integrated with the factory's central control system to realize fully automatic production management. The applicable dust particle size ranges from 0.075mm to 5mm, covering most common industrial bulk dust materials.
This twin-shaft heavy-duty dust humidifier is mainly applicable to heavy industrial scenarios that generate large quantities of bulk dust, including cement manufacturing plants, mineral processing plants, thermal power plants, steel mills and coal chemical enterprises. It is suitable for humidifying and treating materials such as cement clinker, mineral powder, fly ash and coal dust, which can effectively reduce dust overflow during transportation, loading, unloading and storage links. By improving the humidity of dust materials, it can also prevent dust from floating in the air, reduce the risk of occupational dust diseases for workers, and meet the national environmental protection emission requirements for industrial waste gas and dust.




















 Post RFQ
Post RFQ



 Chat
Chat












 ALL CATEGORIES
ALL CATEGORIES