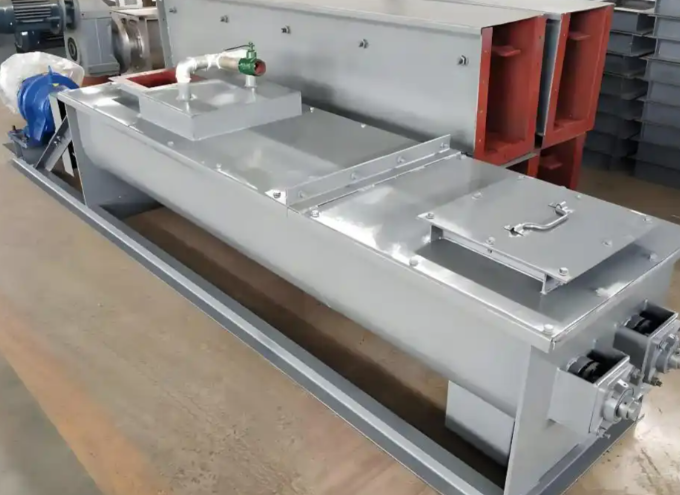





Its core advantage lies in the double-shaft reverse forced stirring structure, which can quickly mix water mist and dust fully, avoiding local over-humidification or dry areas, and improving humidification uniformity. All parts in contact with dust are made of 316L stainless steel, which can resist the erosion of acid and alkali corrosive dust and extend the service life of the equipment. It is equipped with explosion-proof motors and sealing components, adapting to flammable and explosive dust scenarios, meeting the explosion-proof safety standards of the chemical industry. It is equipped with a remote control operation system that can realize centralized control in the workshop, supporting linkage with industrial automation systems, greatly improving production efficiency. It solves the problems of uneven humidification of high-viscosity dust and potential safety hazards in the treatment of flammable and explosive dust.
The processing capacity ranges from 8 to 12 tons per hour, with humidification method combining dual high-pressure spray nozzles and double-shaft reverse stirring. The wetted parts are made of 316L stainless steel with a thickness of 2mm. The main motor power is 7.5kW, and the agitator rotation speed is adjustable between 15-20r/min. The water supply pressure ranges from 0.4 to 0.6MPa. The overall dimensions are 4800mm in length, 1800mm in width and 2200mm in height, with a net weight of 1600kg. The applicable dust particle size range is 30-800 mesh, with power supply of 380V 50Hz 3-phase and protection grade IP67. The discharge is controlled by an adjustable gravity sluice valve, and it is equipped with standard water cut-off protection and overload alarm devices, with optional online dust humidity monitoring system.
It is mainly suitable for dust treatment workshops of large thermal power plants, coal chemical plants, chemical parks and metallurgical steel plants, used for humidifying and curing coal powder, chemical hazardous dust, smelting slag dust and other large-scale industrial dust. It can be used in conjunction with a large bag dust collector, and the collected dust can be sent back to the boiler for reuse or safely landfilled after humidification, effectively reducing dust pollution and potential safety hazards, and meeting domestic industrial environmental protection and safety compliance requirements.




















 Post RFQ
Post RFQ



 Chat
Chat












 ALL CATEGORIES
ALL CATEGORIES