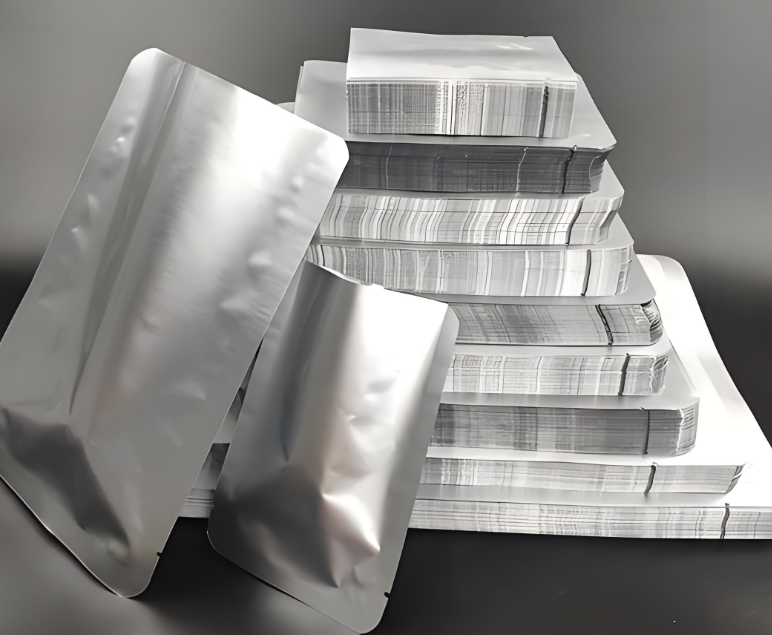













The core highlight is the high-temperature resistant composite structure, made of polypropylene and aluminum foil composite, which can withstand 121℃ high-temperature steam sterilization while maintaining structural integrity and barrier performance. It has passed FDA and ISO 22000 food safety certifications, allowing direct contact with high-temperature food. The double-layer heat-sealing process ensures that the seal does not leak under high temperature and high pressure, avoiding bacterial invasion during sterilization. Different from ordinary canned packaging, this bag is lighter in weight, reducing transportation costs, and does not require can openers for consumers to open, improving convenience. It also has oxygen and water barrier properties, avoiding food oxidation and deterioration during storage, maintaining food flavor and nutrition.
The base material is 20-30 micron pure aluminum foil and food-grade polypropylene composite film, with a total thickness of 150-250 microns. It can withstand 121℃, 0.15MPa high-temperature and high-pressure sterilization. The double-layer heat-sealing seal has a tension of ≥12N/15mm. It supports custom sizes from 15*20cm small ready-to-eat meal bags to 70*100cm large bulk food bags. The single bag load can reach 10kg, adapting to automated packaging of high-temperature sterilization production lines. Every 1000 pieces are packed in high-temperature resistant cartons to avoid damage during transportation.
It is mainly used for packaging of ready-to-eat rice, instant porridge, canned meat and high-temperature sterilized vegetables; bulk packaging of convenient food brands; storage packaging of outdoor emergency food; and packaging of airline meals. It supports printing of brand logos and sterilization validity period signs, complying with global food packaging safety standards. It can be stored at room temperature for 6-12 months without additional refrigeration equipment, reducing storage and transportation costs.




















 Post RFQ
Post RFQ



 Chat
Chat




 ALL CATEGORIES
ALL CATEGORIES