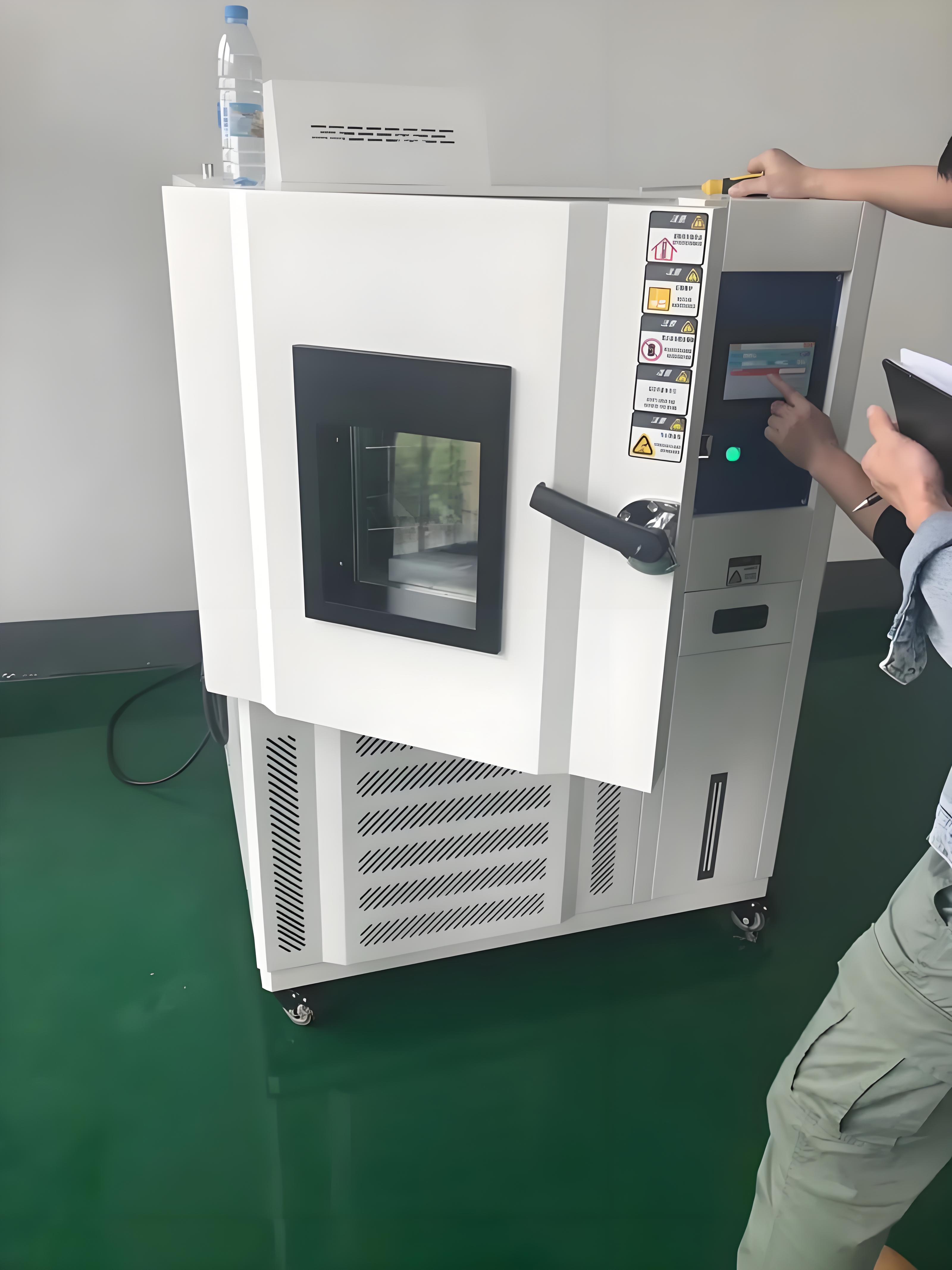








The equipment adopts a dual-circuit refrigeration and heating system to ensure precise and stable temperature and humidity control, with a temperature control accuracy of ±0.5℃ and humidity control accuracy of ±2%RH. The 304 stainless steel inner tank provides excellent corrosion resistance and easy cleaning. The PLC touch screen control system supports one-key program setting, data recording and export functions. Multiple safety protection devices including over-temperature alarm and power failure reminder effectively avoid test accidents. Compared with traditional test chambers, this product has faster temperature rise and fall rates, more uniform environmental distribution, and solves the pain points of low precision and poor stability of ordinary environmental test boxes, meeting the high-precision testing needs of professional labs and mass production lines.
The internal dimensions of the test chamber are 800*800*780mm, with a total inner volume of 500L. The external dimensions are 1200*1000*1800mm, with a net weight of 380kg. The heating power is 6.5kW, and the refrigeration power is 4.5kW. The temperature rise rate is 1~3℃/min, and the temperature fall rate is 0.8~2℃/min. The insulation layer is made of 80mm thick polyurethane foam, which effectively reduces heat loss. It is equipped with a built-in sample shelf with adjustable height, a transparent observation window with heating and defogging function, and a USB data export interface for convenient test data analysis. The power supply is 380V 50Hz three-phase, and the rated current is 25A.
This test chamber is suitable for reliability testing of electronic components, automotive electronic control units, aerospace structural materials, medical device packaging, and new energy battery packs. It can simulate high-temperature, low-temperature and high-humidity environments such as tropical coastal areas, cold storage transportation and high-temperature workshops, helping manufacturers identify potential quality defects of products in advance, optimize product design and production processes, and ensure that products meet national and international quality standards. It is widely used in universities, research institutes, third-party testing institutions and large manufacturing enterprises.


















 Post RFQ
Post RFQ



 Chat
Chat









 ALL CATEGORIES
ALL CATEGORIES