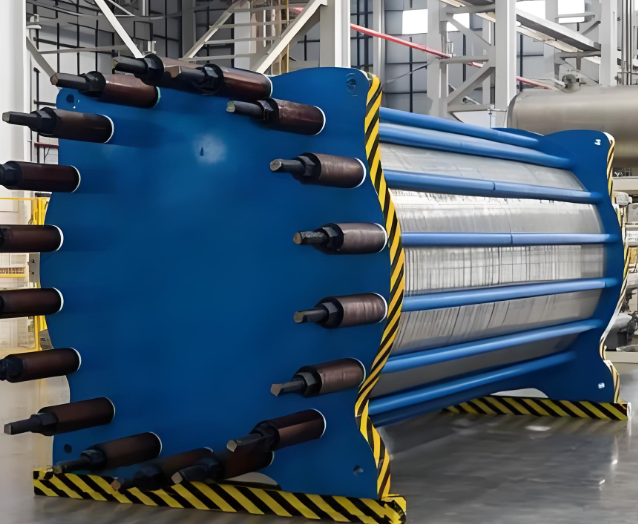









The core technical highlights include modified alkaline electrolyte formula that improves electrolysis efficiency to 78%, 8% higher than standard alkaline electrolyzers. The PLC automatic control system can adjust current and voltage in real-time according to load changes, ensuring stable hydrogen output. The 304 stainless steel tank body has excellent corrosion resistance, extending the service life to more than 10 years. It also supports remote monitoring and fault early warning, reducing on-site operation and maintenance costs. Compared with traditional electrolysis equipment, this product effectively reduces energy consumption by 12% and improves the utilization rate of raw water.
The electrolyzer has a rated power of 12kW, with an electrolyte circulation flow rate of 120L/min. It is equipped with a safety pressure relief device and over-temperature protection function. The operating voltage range is 320-420V AC, and the hydrogen purity reaches 99.97%. The net weight is 2800 Kilograms, and the overall dimensions are 2200×1500×1800 Millimeters. It comes with a 2-year quality warranty and provides free on-site installation and debugging services within 1000 kilometers of the factory. The device supports modular expansion, allowing users to increase production capacity by adding multiple electrolyzer units.
This equipment is mainly used for large-scale green hydrogen production, providing raw materials for ammonia synthesis, steel smelting reduction, and fuel cell power generation. It is suitable for hydrogen energy industrial parks, large-scale chemical enterprises, and new energy vehicle fuel cell supporting facilities. It can also be used for large-scale water electrolysis energy storage projects, converting surplus new energy electricity into hydrogen for storage and utilization.























 Post RFQ
Post RFQ



 Chat
Chat






 ALL CATEGORIES
ALL CATEGORIES