Basic Info
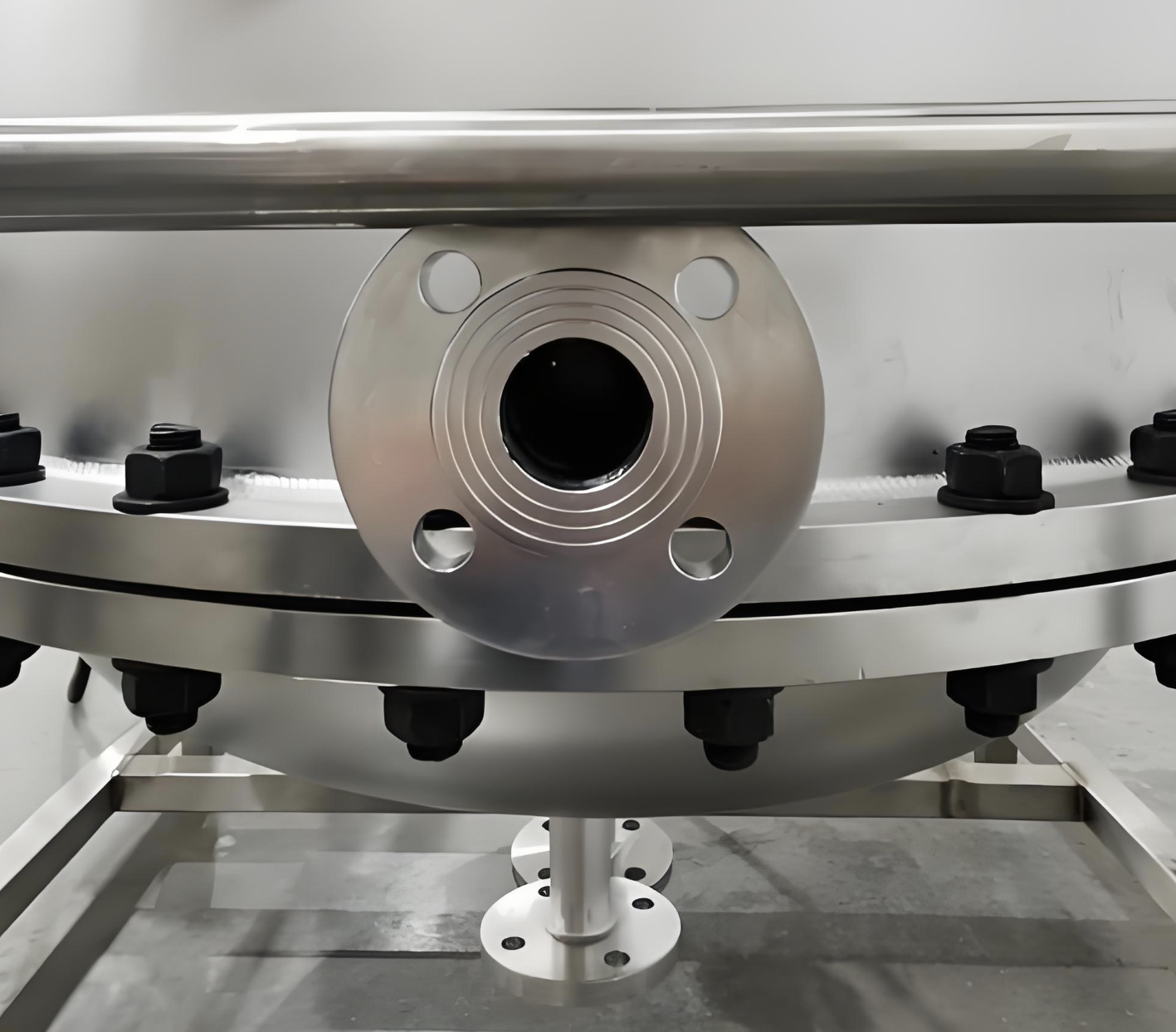
This explosion-proof stainless steel reactor is specially designed for the production of pharmaceutical APIs and flammable chemical intermediates, meeting the safety requirements of hazardous material handling. It has obtained national explosion-proof certification (Ex d IIB T4), with a fully sealed structure to prevent leakage of flammable gases and dust, ensuring safe production in explosive environments.
Customer reviews

Michael Brown · Process Safety Engineer
In our API manufacturing facility, the Explosion-Proof Stainless Steel Reactor has significantly improved our safety compliance. The ATEX-certified design includes pressure relief valves that activate at precisely 10 bar, along with spark-proof motors. We've conducted 15 hazardous reactions without incident since installation. The double mechanical seal prevents leakage of volatile compounds. While the initial cost was higher than standard models, the reduced insurance premiums and elimination of downtime for safety inspections have provided excellent ROI.
Product Description
Product features:
This reactor is equipped with an explosion-proof control system and safety interlock devices, which can automatically cut off power and alarm in case of abnormal pressure or temperature. The frame-type stirring system ensures uniform mixing of high-viscosity flammable materials, and the double-end mechanical seal with explosion-proof sheath effectively prevents external flammable substances from entering the reactor. It meets the cGMP production standards required by the FDA, with complete production data recording and traceability functions.
Product specifications:
Key technical parameters include a volumetric range of 500L to 2000L, design pressure of 0.3-1.0 MPa, and design temperature of -10℃ to 220℃. The stirring power ranges from 2.2kW to 15kW, with adjustable stirring speed of 0-100rpm. The reactor has a wall thickness of 6mm, overall dimensions of 2800mm×2000mm×3200mm, and a net weight of approximately 4200kg. It is equipped with explosion-proof pressure gauge, temperature transmitter and a remote safety control system.
Product application:
This reactor is suitable for the production of pharmaceutical APIs, chemical intermediates with flammable and explosive characteristics, and fine chemical synthesis reactions. It is ideal for pharmaceutical factories, chemical parks and fine chemical production enterprises that need to handle hazardous materials, ensuring safe and compliant production.
Frequently Asked Questions (FAQ)
Q:What safety standards do explosion-proof API manufacturing stainless steel reactors meet?
A:Explosion-proof API reactors comply with ATEX and IECEx standards, featuring flameproof motors, pressure relief valves, and inert gas purging systems. They operate under hazardous conditions (Zone 1/2) with explosion-proof electrical components rated for Ex d IIB T4.

































 Post RFQ
Post RFQ



 Chat
Chat




 ALL CATEGORIES
ALL CATEGORIES