











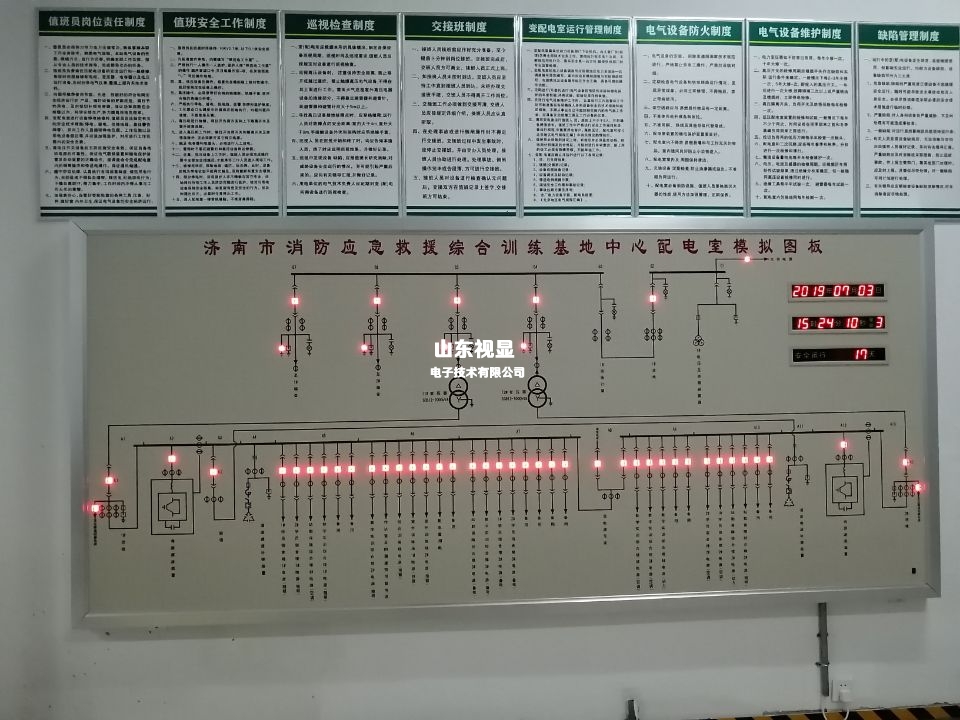
The most prominent feature of this mimic screen is its ATEX explosion-proof certification, which allows it to be used in explosive hazardous areas such as chemical production workshops, eliminating potential safety hazards caused by electrical equipment. The aluminum alloy panel has excellent corrosion resistance and mechanical strength, and can withstand the impact of heavy objects and frequent cleaning in industrial environments. The combination of physical mimic symbols and LED backlighting ensures clear visibility even in strong light or dark environments, solving the problem of poor display effect of traditional screens in complex lighting conditions. It supports 4-20mA analog signal input, which is compatible with most field sensors and PLC systems, and has strong system compatibility. The modular design allows for flexible expansion of monitoring points according to production line upgrades, reducing the cost of system transformation. The IP65 protection level completely prevents dust and water jets from entering the equipment, ensuring stable operation in outdoor or semi-outdoor industrial sites.
The screen measures 1500mm in width and 1000mm in height, with a 3mm thick aluminum alloy panel treated with anodic oxidation, which has a surface hardness of ≥HV150 and excellent scratch resistance. The display mode adopts physical mimic symbols with LED backlighting, and the LED brightness can be adjusted from 300cd/㎡ to 800cd/㎡ according to the environment. It supports up to 64 channels of 4-20mA analog signal input, with a signal acquisition accuracy of ±0.2% FS. The response time of the screen is ≤150ms, ensuring real-time synchronization with production process data. The operating temperature range is -20℃~60℃, and the operating humidity is 10%~90% RH (non-condensing), adapting to various harsh industrial environments. The installation methods include wall-mounted and standalone, with a maximum weight of 45kg. The power supply is AC 220V±10%, with a power consumption of ≤200W. It has passed ATEX explosion-proof certification and UL safety certification, meeting international industrial safety standards.
This product is widely used in various industrial production scenarios, including chemical production lines, metallurgical smelting workshops, pharmaceutical preparation workshops, and food processing plants. In chemical factories, it monitors the flow of raw materials, reaction tank temperature, and pipeline pressure, ensuring the safe and stable operation of chemical reactions. In metallurgical plants, it displays the smelting temperature, slag discharge status, and material conveying process, helping operators adjust production parameters in a timely manner. In pharmaceutical factories, it is used to monitor the mixing ratio of raw materials, fermentation tank pH value, and sterilization temperature, ensuring that pharmaceutical production meets GMP standards. Additionally, it can be applied to water treatment plants, displaying parameters such as water flow, turbidity, and chlorine content, supporting the efficient operation of water treatment processes. For large-scale industrial parks, it can be connected to the central control system to realize unified monitoring of multiple production lines, improving the overall management efficiency of the park.




















 Post RFQ
Post RFQ



 Chat
Chat






 ALL CATEGORIES
ALL CATEGORIES