







The core advantages of this industrial warehouse smart locker lie in its RFID tag tracking system, which allows administrators to track the location of each stored item in real time, reducing the time spent searching for tools and materials and improving the efficiency of warehouse management. It supports dual authentication methods of password and RFID card, allowing authorized personnel to access lockers quickly and securely, while administrators can set granular permission levels for different users. Constructed from heavy-duty galvanized steel with anti-pry reinforcement, it can withstand a maximum load of 50 kilograms per compartment, making it suitable for storing heavy tools, raw materials, and finished goods. The built-in inventory management system allows administrators to track inventory levels, generate usage reports, and export audit logs for compliance and security checks. Additionally, it features a low-power alert system that notifies administrators when maintenance or battery replacement is needed, reducing downtime and management costs.
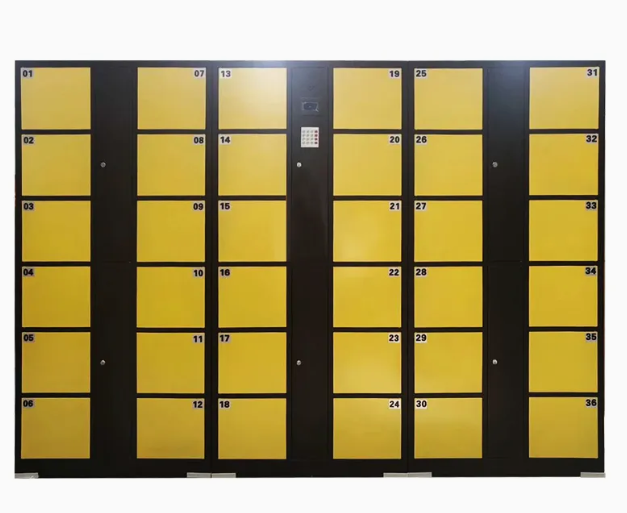
This industrial warehouse smart locker has an overall dimension of 200cm in width, 100cm in depth, and 200cm in height, with 12 individual storage compartments each with a dimension of 50*100*200cm. It is made of heavy-duty galvanized steel with a powder-coated finish, weighing 120 kilograms when fully assembled. Each compartment can support a maximum load of 50 kilograms, making it suitable for storing heavy tools, raw materials, and finished goods. It supports dual authentication methods of password and RFID card, and is compatible with the cloud-based inventory management system for real-time inventory tracking, access control, and audit log management. Its power source is AC 220V, making it suitable for industrial spaces with standard power outlets. It features anti-pry reinforcement and a built-in alarm system that triggers when unauthorized access is attempted, ensuring the security of stored items. It supports up to 10,000 user accounts and RFID tag records, making it suitable for large-scale industrial warehouses and logistics centers.
This industrial warehouse smart locker is primarily designed for factories, logistics centers, industrial warehouses, and manufacturing plants. It can be used to store tools, raw materials, finished goods, and confidential documents, providing a secure and organized storage solution for industrial staff and managers. Additionally, it can be integrated with existing warehouse management systems, allowing seamless integration with employee ID cards and inventory tracking software. It is suitable for use in machine shops, construction sites, distribution centers, and government storage facilities, improving the efficiency of storage management and reducing the risk of lost or stolen items. Unlike traditional storage lockers, it provides real-time inventory tracking and access control, allowing managers to monitor storage status at all times and improve the overall efficiency of warehouse operations.




















 Post RFQ
Post RFQ



 Chat
Chat










 ALL CATEGORIES
ALL CATEGORIES