







The key features of this system focus on explosion protection, multi-gas detection, and remote monitoring reliability. The Exd II CT6 explosion-proof certification guarantees that the system can operate safely in environments with explosive gas mixtures, preventing ignition even in the event of internal electrical faults. The multi-gas sensor array supports detection of up to 4 different gases, providing comprehensive coverage for complex industrial sites where multiple hazards may exist. The high-precision detection technology ensures accurate readings with an error margin of less than 2%, enabling early warning of gas leaks before they reach dangerous levels. Remote notification via 4G LTE sends real-time alerts to safety managers' mobile devices, ensuring rapid response to emergencies. Additionally, the IP66 waterproof and dustproof rating protects the system from harsh industrial elements like rain, dust, and chemical splashes, while the 12-month calibration cycle reduces maintenance frequency and costs.
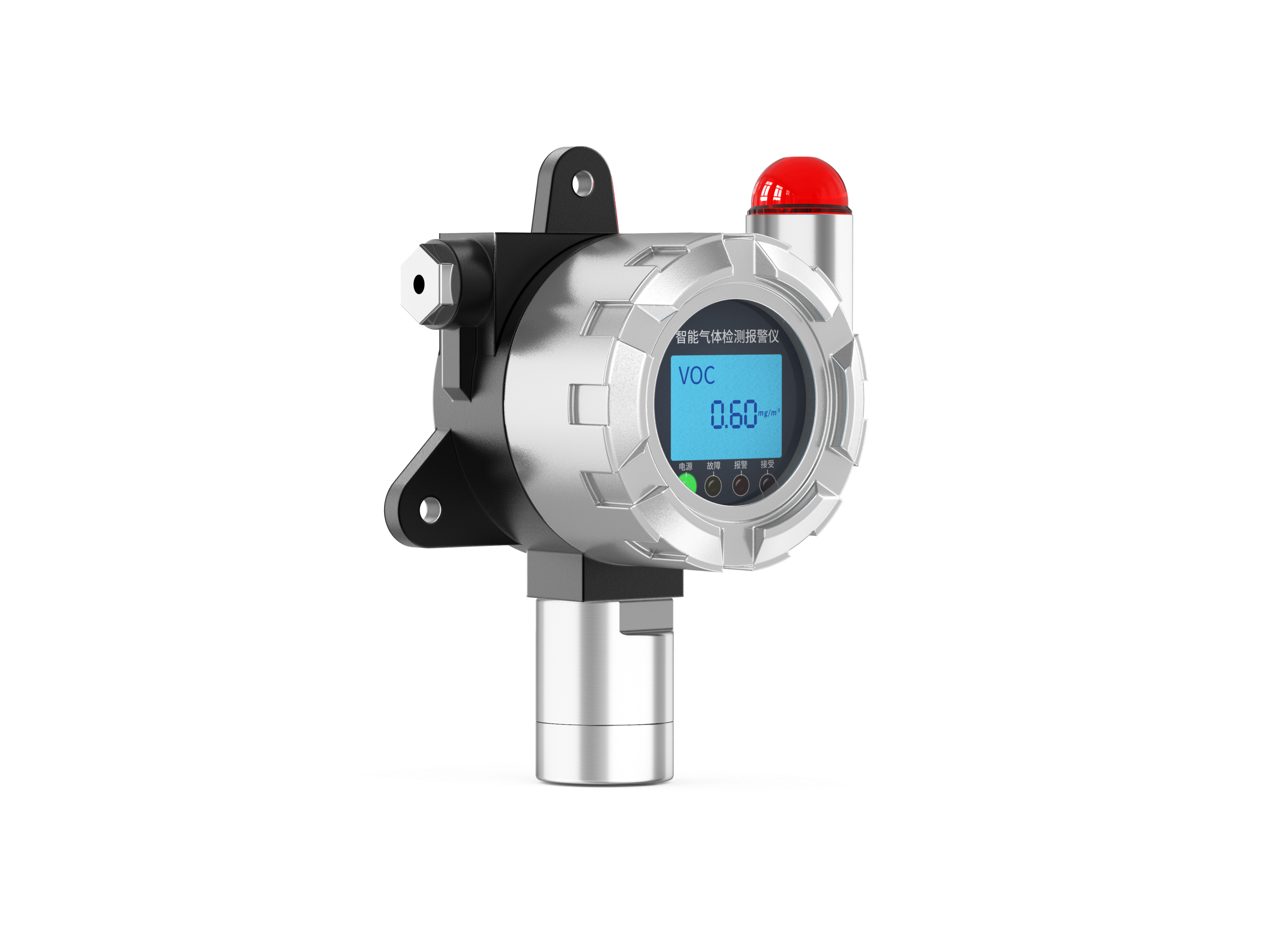
This industrial alarm system adheres to rigorous technical standards for hazardous environments. The gas detector head measures 150x120x80mm and weighs 2.5kg, made of corrosion-resistant 304 stainless steel housing to withstand chemical exposure. The detection range varies by gas type: 0-100% LEL for flammable gases, 0-500ppm for carbon monoxide, and 0-1000ppm for hydrogen. The response time is less than 30 seconds for most gases, ensuring immediate detection of leaks. The system operates on a 24V DC power supply, with a backup battery providing 8 hours of continuous operation during power outages. The audible alarm reaches 90dB, ensuring it can be heard over industrial noise, while the visual LED flashing alarm provides clear visual alerts in low-light conditions. The cloud-based monitoring platform supports real-time data visualization, historical data tracking, and automatic report generation, facilitating compliance with industrial safety regulations.
、
This system is specifically designed for high-risk industrial sectors where gas leaks pose severe safety threats. In oil refineries and petrochemical plants, it monitors flammable gases like natural gas and LPG in storage tanks, pipelines, and processing areas to prevent explosions and fires. In coal mines, it detects toxic gases such as carbon monoxide and hydrogen sulfide, protecting miners from poisoning and explosion risks. Chemical manufacturing facilities use it to monitor volatile organic compounds (VOCs) and other hazardous gases during production and storage processes. It is also suitable for offshore drilling platforms, where it operates reliably in salty, humid environments to detect gas leaks in drilling operations. Additionally, the system can be integrated with industrial automation systems to trigger emergency shut-down procedures automatically when gas leaks are detected, minimizing the potential for accidents and ensuring worker safety.




















 Post RFQ
Post RFQ



 Chat
Chat










 ALL CATEGORIES
ALL CATEGORIES