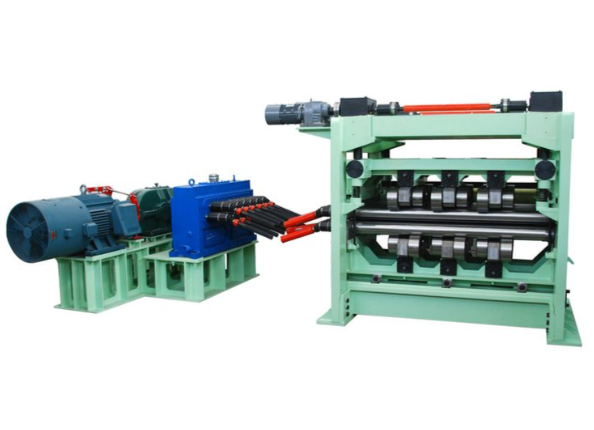








The work roll system is CNC-machined as a whole,with a hardness deviation across the full roll body length≤HRC2,ensuring uniform distribution of straightening pressure.The backup rolls use four-row cylindrical roller bearings for high load capacity and a radial runout≤0.01mm.The hydraulic quick-opening/closing mechanism can complete roll gap adjustment within 30 seconds,equipped with a digital thickness preset system,improving specification changeover efficiency by 60%.A unique segmented cooling system automatically adjusts coolant flow in each section based on plate temperature,preventing new stress deformation during hot straightening.The fully enclosed gearbox employs forced lubrication,with noise levels below 78dB.The safety system includes dual photoelectric protection,overload alarms,and emergency stop interlocks,complying with CE safety standards.The machine base is equipped with vibration-damping pads,requiring no special foundation for installation.
Technical parameters:Work roll diameterΦ120mm,backup roll diameterΦ180mm,roll surface finished with super-grinding(Ra0.4μm).Straightening accuracy can reach 1.5mm/m(according to GB/T19804 standard),capable of straightening stainless steel sheets as thin as 0.5mm without creating indentations.The motor is an ABB variable frequency motor with a rated torque of 286N·m,paired with a Flender reducer(ratio i=31.5).The hydraulic power unit is equipped with a variable displacement piston pump(flow rate 40L/min)and an air-cooled radiator.The electrical control system uses a Siemens S7-1200 PLC,storing 99 sets of process parameters.Power requirement:380V/50Hz/3-phase,with peak machine power consumption of 65kW.Operating environment temperature:0-40°C,humidity≤80%.Options include automatic centering device,shape measurement system,or EPC edge guiding system.
Primarily used for precision leveling of elevator decorative panels(304 stainless steel),requiring flatness≤2mm/㎡;stress relief straightening of silicon steel sheets(oriented silicon steel)for power transformers,improving magnetic domain structure;pre-straightening of automotive body panels(DC04/DC06 deep drawing steel)to provide qualified blanks for subsequent stamping;surface finishing of 2B/BA finish sheets for food machinery;and flattening of aluminum composite panels(3003H24)for building curtain walls before forming.In sheet metal processing lines,it is typically positioned after the uncoiling and leveling line and before CNC punching machines,serving as key equipment for ensuring dimensional stability of precision sheet metal parts.















 Post RFQ
Post RFQ



 Chat
Chat




 ALL CATEGORIES
ALL CATEGORIES